
- Technologia i zastosowanie spawania argonem
- Elementy do montażu samodzielnie wykonanej aparatury
- Algorytm do montażu spawarki
- Konfiguracja gotowego sprzętu
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Spawanie argonem jest niezastąpioną metodą, dzięki której można tworzyć trwałe połączenia produktów z metali nieżelaznych, tytanu, stali nierdzewnej i innych stopów. Ponadto ten rodzaj spawania charakteryzuje się dobrą jakością szwu i wysoką produktywnością. Uniwersalne możliwości spawania argonem przyciągają krajowych rzemieślników. Ale ten sprzęt ma wysoki koszt, a do użytku domowego prawie się nie kupuje. Dlatego coraz więcej mistrzów zaczyna myśleć o tworzeniu agregatu spawania argonem własnymi rękami.
Technologia i zastosowanie spawania argonem
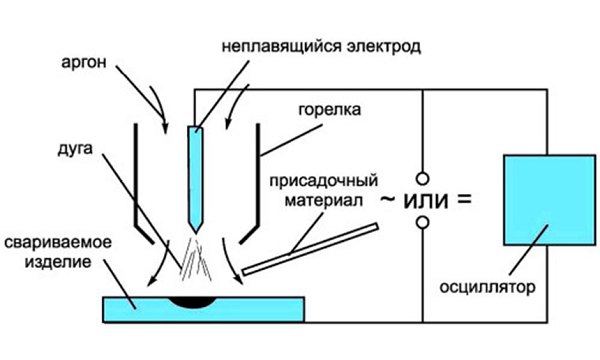
Spawanie argonem nieco przypomina zwykły łuk, ale w celu ochrony jeziorka spawalniczego wykorzystuje gaz ochronny - argon. Ten obojętny gaz ma tylko szereg właściwości właściwych.
- Ponieważ argon jest cięższy od powietrza o 38%, penetruje on dobrze do jeziorka spawalniczego i chroni go przed gazami w atmosferze. Dzięki temu spoinę uzyskuje się bez tworzenia się warstewki tlenkowej, co poprawia jakość połączenia .
- Argon jest obecny w powietrzu, więc jest produktem ubocznym powstającym przy wytwarzaniu tlenu i azotu z atmosfery, i jest najtańszym spośród gazów osłonowych do spawania.

Proces spawania w argonie odbywa się zgodnie z następującą zasadą. Argon jest podawany dosłownie na 1 sekundę przed zapłonem łuku. Spawacz doprowadza elektrodę do części przygotowanej do połączenia i naciska przycisk zasilania. Ale ponieważ do zapłonu łuku w środowisku gazu ochronnego wymagana jest jego wysoka jonizacja, wówczas uruchamia się oscylator.
Oscylator jest urządzeniem wytwarzającym impulsy o wysokiej częstotliwości i wysokim napięciu, które mogą jonizować gaz i powodować zapłon łuku między elektrodą a przedmiotem obrabianym.
Po zapaleniu łuku drut napełniający jest podawany ręcznie lub automatycznie w miejscu połączenia części. Części są spawane przez stopienie dodatku, którego metal pada na stopione krawędzie półwyrobów, które mają zostać połączone.
Tradycyjnie spawanie argonem oznacza łączenie metali z nietopliwą elektrodą wolframową, tworząc łuk i dodatek w postaci metalowego pręta lub drutu. Ten rodzaj spawania ma międzynarodową nazwę "TIG".
Spawanie argonem stosuje się w następujących obszarach.
- Konstrukcja ramy. Spawy mogą wytrzymać stałe obciążenia.
- Rury do dokowania zarówno ze stali, jak i metali nieżelaznych, w tym rury z różnych stopów.
- Połączenie odmiennych metali.
- Łączenie praktycznie dowolnych metali między sobą: tytanu, miedzi, aluminium, stali nierdzewnej, brązu, mosiądzu, żeliwa itp. Jest to szczególnie ważne w przemyśle motoryzacyjnym.
- Produkcja artykułów dekoracyjnych i biżuterii.
Elementy do montażu samodzielnie wykonanej aparatury
Aby zmontować sprzęt do spawania argonem, wymagane będą następujące elementy:
- Spawarka typu DC lub falownika;
- oscylator;
- urządzenie zabezpieczające falownik;
- palnik;
- balon z argonem;
- reduktor gazu;
- wąż gazowy;
- przewody spawalnicze.
Obecne źródło
Jako źródło prądu do spawania TIG można zastosować konwencjonalny transformator spawalniczy, a na jego wyjściu dopasować mostek diodowy, aby skorygować prąd. Można również użyć prostownika spawalniczego . Jednak w przypadku obu typów urządzeń konieczne będzie dodanie oscylatora, który ułatwi bezdotykowy zapłon łuku.

W Internecie można przeczytać, że najłatwiej jest spawać argonem z falownika. Ale tutaj jest kilka niuansów. Istnieją inwertery, w których już wbudowano możliwość spawania TIG. W takim przypadku wystarczy podłączyć wąż z palnikiem do spawania argonem do urządzenia, podłączyć wąż do butli z argonem, a urządzenie jest gotowe do pracy. Ale najpierw musisz przełączyć go do trybu TIG i ustawić wymagany prąd.
Należy zauważyć, że w takich falownikach oscylator i niezbędna ochrona są już wbudowane.
Falowniki bez wbudowanej funkcji spawania TIG nie mogą być używane do tego celu. Nawet jeśli podłączysz do niego zewnętrzny oscylator, falownik po prostu się przepali. Aby temu zapobiec, potrzebna jest niewielka modyfikacja falownika, polegająca na dodaniu jednostki zabezpieczającej do obwodu. To urządzenie może być połączone razem z oscylatorem na jednej płycie i umieszczone w oddzielnej obudowie. Okazuje się mały prefiks do falownika.
Oscylator i jednostka zabezpieczająca
Jak już wspomniano powyżej, do spawania falownik będzie wymagał specjalnego mocowania do spawania TIG. Możesz go zbudować samodzielnie, korzystając z poniższego schematu.
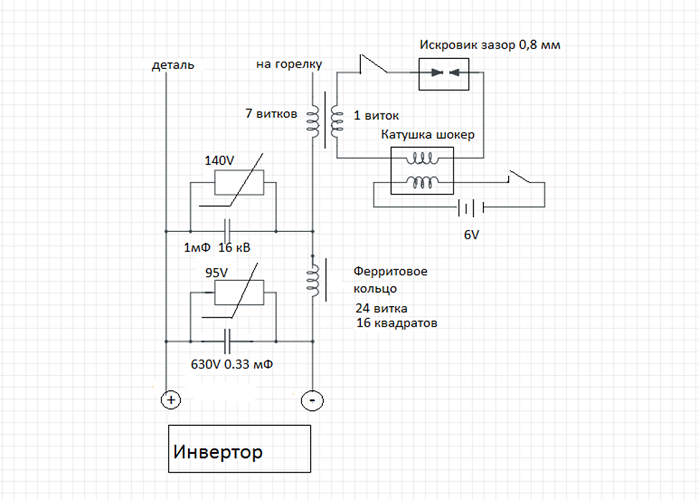
Ten schemat obejmuje jednostkę zabezpieczającą (znajdującą się po lewej stronie) i oscylator. Te ostatnie można kupić w Chinach lub zbierać niezależnie. Zgodnie z powyższym schematem, możesz dowiedzieć się, oglądając ten film.
Palnik
Do spawania argonem stosowany jest specjalny palnik składający się z dyszy ceramicznej i uchwytu elektrody wolframowej.

Również na palniku znajduje się przycisk start i zawór do zasilania gazem. Palnik można zmontować z komponentów, które są wystarczające na chińskich stronach internetowych lub w tym samym miejscu, aby kupić już gotowe (zmontowane).
Cylinder z argonem
Ze względów bezpieczeństwa wszystkie butle z gazem są malowane na różne kolory i malowane na różne kolory. Poniżej znajduje się rysunek przedstawiający wszystkie typy butli z odpowiednimi oznaczeniami i kolorami.
Jak widać na rysunku, do argonu można użyć cylindrów w kolorze czarnym (z białym paskiem) lub szarym (z zielonym paskiem i napisem). Do spawania TIG stosuje się oczyszczony argon. Dlatego będziesz musiał kupić balon w kolorze szarym z zielonym napisem "Argon Clean".
Rada! Do użytku profesjonalnego stosuje się butle o pojemności około 50 litrów, o dużej masie. Ale do użytku domowego wystarczy 10-litrowy kanister, który można przenosić niezależnie.
Reduktor
Ponieważ gaz w butli znajduje się pod wysokim ciśnieniem, wymagany jest reduktor, aby dostarczyć go do palnika. To urządzenie pokazuje ciśnienie w cylindrze i umożliwia regulację natężenia przepływu gazu przez wąż prowadzący do palnika.

Reduktor musi być wybrany ściśle dla określonego gazu, czyli w tym przypadku - dla argonu. Zwykle urządzenie ma ten sam kolor co butla gazowa.
Węże i przewody spawalnicze
Jeśli sam zgarniesz tulejkę do spawania argonem, okaże się ona gruba i źle zginana, ponieważ wymaga założenia kabla elektrycznego i przewodu gazowego. Ponadto konieczne będzie osobne kupowanie złączy do podłączenia do palnika i do falownika (jeśli używany jest falownik z możliwością spawania TIG). Gotowy rękaw do spawania argonem można kupić w tym samym miejscu co palnik.
Algorytm do montażu spawarki
Montaż urządzeń do spawania argonem z falownika jest dość prosty.
- Podłącz blok zabezpieczający z oscylatorem do falownika zgodnie ze schematem podanym powyżej.
- Kabel uziemiający musi być podłączony do zacisku oscylatora znakiem "+". Kabel, który trafia do palnika jest podłączony do zacisku oznaczonego "-". W przypadku spawania aluminium kable są podłączone do tyłu.
- Podłączyć palnik do węża za pomocą kabla i węża gazowego.
- Wkręcić reduktor do balonika za pomocą argonu.
- Wąż gazowy musi być podłączony do reduktora zamontowanego na cylindrze z argonem.
- Podłączyć falownik do sieci 220 V, a oscylator do źródła zasilania 6 V.
Następnie spawarka TIG zmontowana własnymi rękami będzie gotowa do pracy. Ale musi być odpowiednio skonfigurowany z góry.
Konfiguracja gotowego sprzętu
Samodzielna instalacja do spawania argonem wymaga następujących ustawień.
- Ostrz elektrodę wolframową na ostrzarce, aby wyglądała jak igła. Odbywa się to tak, że łuk koncentruje się na końcu igły i nie "chodzi" w różnych kierunkach.
- Weź latarkę i zainstaluj w niej elektrodę wolframową. Średnica elektrody musi odpowiadać oprawce, w której jest zamocowana.
- Otwórz zawór na palniku i wyreguluj wymagane natężenie przepływu argonu za pomocą reduktora (przepływ będzie wystarczający 12-15 l / min.), A następnie ponownie zamknij zawór na palniku.
- Włączyć oscylator i doprowadzić palnik z elektrodą do metalu, do którego podłączony jest kabel uziemiający.
- Po naciśnięciu przycisku zasilania między metalem a elektrodą w odległości około 0, 5 mm powinien pojawić się łuk.
- Włącz zasilanie gazem i naciśnij przycisk ponownie. W takim przypadku łuk powinien zapalać się w odległości 10 mm lub więcej.
Po wykonaniu opisanych powyżej prostych ustawień możemy powiedzieć, że urządzenie z funkcją TIG jest w pełni gotowe do pracy.