
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Piły taśmowe do drewna i metalu są szeroko stosowane w produkcji iw warunkach domowych przez mistrzów domu. Głównym narzędziem tnącym tych agregatów jest piła taśmowa, która ostatecznie zużywa się i wymaga wyostrzenia lub wymiany na nową. Należy mieć świadomość, że nie tylko jakość obróbki materiału zależy od prawidłowego wyboru piły taśmowej, ale także od wydajności maszyny jako całości.
Wybór pił taśmowych do metalu
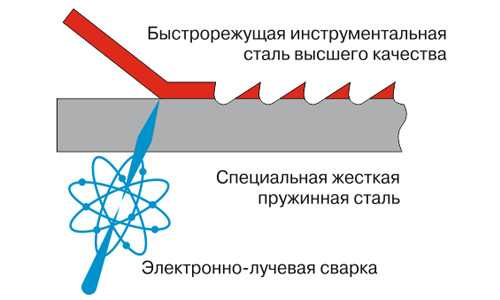
Ostrze tnące dla tego typu piły to pas z pewną liczbą zębów, przyspawany w postaci pierścienia . Podstawa taśmy wykonana jest ze sprężysto-sprężystej stali, która ma wysoką elastyczność. Taśma ze stali szybkotnącej jest przyspawana do podłoża, na którym zęby są frezowane.
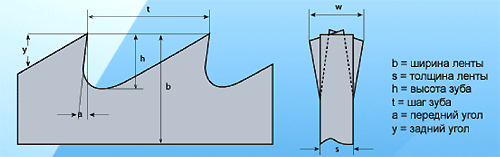
Każda piła taśmowa do metalu i nie tylko ma oznaczenie . Na przykład oznakowanie М42 20 х 0, 9 х 2362, 8 / 12TPI jest odszyfrowane w następujący sposób:
- M42 - materiał, z którego wykonane są zęby taśmy;
- 20 - ta wartość wskazuje szerokość wstęgi, mm;
- 0, 9 - grubość oprzyrządowania, mm;
- 2362 - długość obwodu taśmy piły, mm;
- 8 / 12TPI - podziałka zębów na taśmie, na cal.
Przecinaki mogą być wykonane z innych materiałów, na przykład z M51, PQ, TSX i innych. M42 charakteryzuje się wysoką odpornością na ścieranie i twardością krawędzi siekaczy 67-68 HRC. Dlatego piły wykonane z tego materiału mogą być używane do cięcia stali o twardości nie większej niż 45 HRC. Piły z nożami wykonanymi z M51 są bardziej odporne na ścieranie niż wymieniono powyżej. Twardość krawędzi frezów w tych piłach wynosi już 68 HRC, więc to narzędzie tnie stal nierdzewną, a także stal, charakteryzującą się wysoką wytrzymałością i odpornością na ciepło. Ponadto materiał piły M 51 umożliwia cięcie grubych stalowych elementów, czyli części o dużym przekroju.
Wybierając piłę taśmową, należy zwrócić szczególną uwagę nie tylko na materiał, z którego wykonane są siekacze, ale także na ich pochylenie, a także na geometrię.
Krok ząb
Jest to odległość między krawędziami dwóch sąsiednich siekaczy.
Duży stopień utwardza silnik jednostki i powoduje jej niską jakość. Niewielki stopień siekaczy powoduje dłuższe piłowanie, zwiększa zużycie energii, ale daje czyste cięcie o gładkiej powierzchni.
W przypadku cięcia materiału arkuszowego, rur (cienkościennych) i profilu, wybierz wstęgę, która ma minimalną podziałkę pomiędzy elementami tnącymi (1 cal). Ale jeśli chcesz wyciąć duży kawałek litego metalu, musisz zainstalować ostrze z największymi nożami. Im mniejsze zęby (na cal) będą miały takielunek, tym głębiej będą tworzyć rowki. Z tego względu cięcie piłą jest mniej zatkane wiórami. Ponadto duże nachylenie zębów na oprzyrządowaniu zwiększa produktywność maszyny.
Wysokość zęba
Wysokość narzędzia to odległość od dolnego punktu wnęki między zębami do wierzchołka elementu tnącego. Z powodu obecności wnęki, usuwa się wióry powstałe podczas cięcia metalu. Wysokość zęba powinna być wystarczająca, aby wnęka nie była zatkana wiórami, a proces piłowania odbywa się bez trudności. Ponadto niewystarczająca wysokość zębów powoduje przegrzanie się arkusza, co może spowodować pojawienie się mikropęknięć.
Przedni kąt zębów
Przedni naroże lub kąt szlifowania odpowiada za stopień zazębienia wstęgi materiału obrabianego przedmiotu. Duży kąt ostrzenia nie pozwala uzyskać wysokiej dokładności podczas cięcia metalu. Jednocześnie niewielki kąt pozwala uzyskać dobrą jakość cięcia, ale jednocześnie maleje wydajność narzędzia.
Wybór opaski do pił taśmowych na drewnie
Przede wszystkim, aby wybrać odpowiednie ostrze do piły taśmowej, powinieneś spojrzeć na instrukcje do swojej maszyny . Pokaże on wszystkie parametry pił taśmowych, które można zainstalować na tym modelu urządzenia (maksymalna i minimalna szerokość taśmy, a także jej długość). Długość tkaniny powinna być dokładnie taka jak wskazano w paszporcie do urządzenia.
Szerokość oprzyrządowania
Szerokość taśmy jest wybierana na podstawie operacji, które będą wykonywane na maszynie. Również szerokość pasa jest ograniczona nie tylko szerokością koła pasowego, ale także jego średnicą. Z małą średnicą koła pasowego, szeroki zainstalowany na nim pasek zapadnie się i ostatecznie pęknie. Dlatego dla każdej jednostki istnieje ograniczenie szerokości oprzyrządowania.
Do cięcia prostego zwykle stosuje się piły o szerokości od 20 do 30 mm. Oczywiście na maszynie okrężnej wykonanie cięcia podłużnego może być szybsze i dokładniejsze. Ale na nim jest ograniczenie na wysokości, która wynosi nie więcej niż 80 mm. W maszynach taśmowych możliwe jest przetwarzanie półfabrykatów o wysokości do 200 mm lub więcej.
Ale głównym zadaniem jednostek taśm jest wymyślone cięcie . Najmniejsze narzędzie, które można zainstalować na piły taśmowej, to pas o szerokości 3 mm. Wytnij okrąg o tym samym promieniu.
Im większa szerokość taśmy, tym większy minimalny promień, który można z nią wyciąć. Na przykład taśma o szerokości 12 mm wycinająca promień mniejszy niż 60 mm nie będzie działać. W przypadku pasa o szerokości 25 mm minimalny promień będzie wynosił około 100 mm.
Średnio szerokość wstęgi powinna być trzykrotnie mniejsza niż wymagany promień ostrza na obrabianym przedmiocie. Dlatego olinowanie jest wybierane zgodnie z zadaniami.
Skok zębów
Wskazuje liczbę wskazującą liczbę siekaczy na cal. Wartość liczbowa kroku jest umieszczana przed skrótem TPI . Wybierając krok, powinieneś rozważyć:
- jaka jest grubość półwyrobu;
- jaka twardość ma materiał obrabianego przedmiotu;
- który jest wymagany do uzyskania czystości krawędzi części po cięciu.
Aby skutecznie ciąć plastikowe i cięte drewno, taśma powinna mieć co najmniej trzy siekacze na cal. Im więcej siekaczy będzie na jednym calu, tym bardziej jakościowe cięcie będzie. Ale jednocześnie prędkość posuwu zmniejszy się, a wartość graniczna grubości obrabianego przedmiotu zmniejszy się.
Dzięki podziałowi zębów kanwy różnią się dwojako: "pomiń" i "regular". Typ "przeskoku" płótna ma stopień od 3 do 6 TPI. Pomiędzy zębami jest miejsce na wydajne usuwanie trocin, ponieważ ich złagodzenie zmniejsza jakość cięcia. Typ "zwykłego" płótna ma zęby przypominające kształt trójkąta. Są one umieszczane na platformie w krokach co 10 TPI i wyższych. Ten rodzaj zębów nie ma wystarczającej przestrzeni do szybkiego usuwania wiórów. Ze względu na większą liczbę elementów tnących, to ostrze jest całkiem czyste. Olinowanie można wykorzystać do cięcia półfabrykatów o małej grubości i z twardych materiałów.
Rada! Podczas cięcia twardych przedmiotów należy zmniejszyć posuw.Te rodzaje tkanin mają następującą charakterystykę.
- 3 TPI "przeskocz". Płótno służy do zgrubnego cięcia drewna o dużej grubości . Olinowanie wytwarza piłowanie wzdłuż włókien. Aby nieznacznie poprawić jakość cięcia, można maksymalnie pociągnąć taśmę na maszynie i zmniejszyć posuw.

- 4 TPI "przeskocz". Jest to uniwersalne urządzenie do piłowania wzdłuż włókien. W tym typie płótna można zobaczyć większość rodzajów drewna, w tym półfabrykaty z dużą ilością sęków. Jeśli dobrze jest wyciągnąć piłę i zmniejszyć posuw, jakość cięcia będzie zbliżona do wykończenia.

- 6 TPI "przeskocz". To urządzenie ma ogólny cel . Piły są cięte do grubości do 50 mm (wzdłuż włókien) i drewna przez włókna do grubości 150 mm. Liczby te są wskazane do cięcia materiałów przy normalnym podawaniu piły. Jeśli posuw zostanie obniżony, możliwe będzie przetwarzanie części i większa grubość. Piła ta zapewnia czystą jakość cięcia i nadaje się do prawie wszystkich rodzajów drewna.

- 10 TPI "regularne". Ścierki służą do cięcia materiałów arkuszowych (płyta wiórowa, sklejka, MDF itp.), Do cięcia metali nieżelaznych i tworzyw sztucznych. Ale podczas przetwarzania metalowych półfabrykatów, musisz zmniejszyć prędkość oprzyrządowania. Nie wszystkie maszyny mają taką możliwość.

- 14 TPI "regularne". Możesz zobaczyć sklejki, płyty MDF, płyty wiórowe i tworzywa sztucznego. Co do naturalnego drewna, jego grubość nie powinna przekraczać 25 mm. Najczystsze cięcie za pomocą tej szmatki uzyskuje się przy minimalnym posuwie . To narzędzie może również ciąć miękkie metale przy niskiej prędkości taśmy.

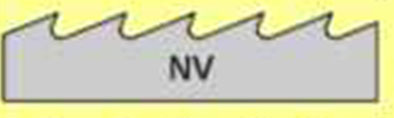
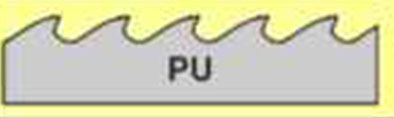
Kształt kształtu
Taśmy pasa mogą mieć następujące profile zębów.
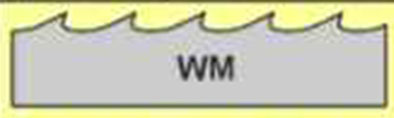
- WM. Oprzyrządowanie, które ma ten profil frezów, jest przeznaczone do cięcia miękkiego i twardego drewna i jest uniwersalne . Profil jest stosowany na piłach o szerokości nieprzekraczającej 50 mm.
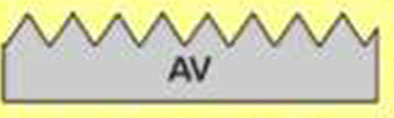
- AV. Profil zębów pozwala na poradzenie sobie z litym drewnem, w tym mrożonym drewnem . Również takie piły mogą być używane do cięcia poprzecznego materiału.
- NV. Stosuje się go na taśmach o szerokości do 30 mm, które można wykorzystać do dowolnego cięcia dowolnego rodzaju drewna.
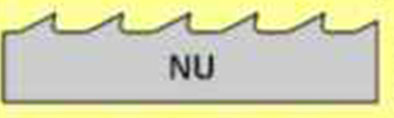
- NU. Profil ma dużą wnękę. Służy do cięcia drewna iglastego.
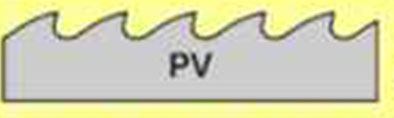
- PV. Ten profil jest stosowany w przypadku narzędzia o szerokości większej niż 50 mm. Dzięki profilowi PV piły mają dobrą stabilność podczas cięcia drewna iglastego.
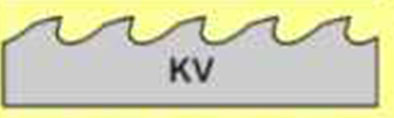
- KV. Używany do szerokich pasów (do 80 mm) do piłowania drewna iglastego.
- PU. Stosowany do cięcia twardego drewna na taśmach o szerokości ponad 80 mm.
Kształtowanie zębów
Zęby piły są hodowane w celu zmniejszenia tarcia ostrza o obrabiany przedmiot i zapobiegania zakleszczaniu. Szerokość cięcia powinna przekraczać grubość oprzyrządowania o około 30-60%.
Cięcie siekaczy może mieć trzy typy.
- Klasyczne okablowanie . Zęby piły są wygięte w różnych kierunkach na przemian iw tej samej odległości.
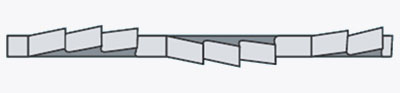
- Usuwanie przewodów.
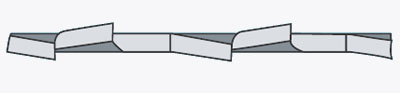
Po każdych dwóch zębach następny (trzeci) nie zgina się i ma kształt trapezu. Przecinak znajduje się w środku oprzyrządowania i wyznacza kierunek dla całej piły taśmowej. Okablowanie to jest używane do pił pracujących na twardych materiałach.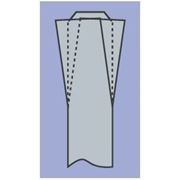
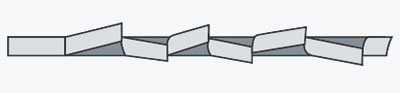
- Faliste okablowanie uważane jest za najtrudniejsze. Siekacze zginają się w postaci fali w różnych kierunkach.
Ważne jest, aby wiedzieć, że przy wykonywaniu okablowania zębów, nie cały frez jest zgięty, ale jego część: od 1/3 do 2/3 odległości od wierzchołka zęba. Każdy producent narzędzi zaleca własne odchylenie zębów. Ale średnio mieści się w przedziale od 0, 3 do 0, 7 mm.
Im miękki materiał, tym mocniejsza musi być piła i odwrotnie. Nie należy jednak pozwolić na takie ułożenie siekaczy, aby w środku cięcia nie było wyciętych obszarów. Należy spróbować, aby zęby odbiegały na bok o tę samą odległość . Jeśli okablowanie jest nierówne, piła taśmowa przesunie się na stronę, gdzie zęby mają mocniejsze nachylenie.
Ostrzenie pił taśmowych
Oczywiście lepiej jest wyostrzyć piłę taśmową na specjalnej maszynie, w specjalistycznych warsztatach. Profesjonalne ostrzenie piły jest niedrogie. Ale jeśli z jakiegokolwiek powodu nie masz możliwości włączenia piły do ostrzenia, możesz samemu wykonać odpowiednie narzędzie.
Ostrzenie piły taśmowej odbywa się za pomocą małego pilnika lub nadfila na przedniej i tylnej krawędzi noża z kilkoma ruchami (3-4) dla każdego zęba.

Również piła taśmowa może być ostrzona za pomocą grawera, za pomocą narzędzia przeznaczonego do ostrzenia pił łańcuchowych.


Narzędzie jest wprowadzane do grawera, a ostrzenie siekaczy odbywa się poprzez dokładne ruchy wzdłuż górnej części noża.

Mocno usunąć metal nie jest konieczne, wystarczy go rozjaśnić.
Rada! Podczas pracy z narzędziem nie dopuszczaj do zsuwania się noża z góry zęba w kierunku do następnego. Skracasz go, po czym będziesz musiał wyregulować wszystkie zęby na jego wysokość.Możesz także spróbować wyostrzyć i zobaczyć metal . Ale zazwyczaj nie są one ponownie naostrzone, ponieważ część tnąca tych taśm jest bimetaliczna lub ma strefę utwardzania. Zęby na takich taśmach działają do momentu ich rozdrobnienia i mogą mieć mikropęknięcia. Jeśli je zmiażdżysz, zaczną się rozpadać szybciej lub będą cięły jeszcze gorzej.