

- Instalacja i podłączenie urządzenia
- Podłączanie przewodów spawalniczych
- Konfiguracja maszyny
- Środki bezpieczeństwa w pracy
- Wybór polaryzacji
- Wybierz prąd spawania
- Co to jest jeziorko spawalnicze
- Proces spawania inwertorowego
- Co to jest przerwa łukowa
- Spawanie cienkiego metalu
- Co powinni wiedzieć początkujący spawacze
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Sprzęt spawalniczy jest dziś reprezentowany przez wiele odmian. Ale urządzenia inwerterowe zyskały największą popularność wśród mistrzów domowych ze względu na ich zwartość i wszechstronność. Falownik spawalniczy to sprzęt, który pozwala mistrzowi wykonywać różnego rodzaju prace spawalnicze. Ale żeby sprawnie je przeprowadzić nie wystarczy mieć drogie urządzenie, trzeba jeszcze nauczyć się obsługi spawarki.
Instalacja i podłączenie urządzenia
Aby efektywnie i bezpiecznie użytkować falownik, należy przede wszystkim odpowiednio go przygotować do pracy. Proces ten przebiega w kilku etapach. Pierwszym zadaniem jest zainstalowanie i podłączenie urządzenia. Instalacja falownika musi być zgodna z pewnymi zasadami:
- urządzenie należy umieścić w odległości co najmniej 2 m od ścian lub innych przedmiotów;
- urządzenie musi być uziemione;
- miejsce spawania musi być tak dobrane, aby znajdowało się z dala od przedmiotów łatwopalnych;
- zaleca się gotować na wolnej platformie lub na metalowym stole.
Falownik można podłączyć zarówno do sieci domowej (220 V), jak i do sieci o napięciu 380 V, które jest zwykle wykorzystywane w produkcji. Jeśli urządzenie ma być używane z dala od sieci elektrycznych, można je podłączyć do generatora, diesla lub benzyny.
Podłączenie zasilania
Podłączenie spawarki do domowego gniazdka elektrycznego często powoduje problemy. Przyczyną ich występowania może być stare okablowanie lub niewystarczająca średnica jego przewodów. Zazwyczaj okablowanie jest zaprojektowane dla prądu do 16 A.A ponieważ wszystkie dołączone urządzenia w domu mogą przekroczyć tę wartość, ze względów bezpieczeństwa instalowane są automatyczne przełączniki (urządzenia automatyczne). Dlatego przy podłączaniu konieczna jest znajomość mocy spawarki, aby nie wyzwoliła spawarki.

Podłączenie falownika do sieci domowej
Powinieneś również zwrócić uwagę na spadki w sieci. Jeśli po włączeniu falownika zauważysz spadek napięcia w sieci, oznacza to niewystarczający przekrój przewodów. W takim przypadku konieczne jest zmierzenie do jakich wartości spada napięcie. Jeśli spadnie do wartości poniżej minimum, z jakim falownik może pracować (wskazanego w instrukcji), to nie można podłączyć urządzenia do takiej sieci.
Korzystanie z przedłużacza
Kabel sieciowy podłączony do falownika spełnia wszystkie wymagania dotyczące zasilania i nie powoduje problemów z połączeniem. Ale jeśli jego długość nie jest wystarczająca, powinieneś wybrać przedłużacz o przekroju drutu co najmniej 2,5 mm2 i długości nie większej niż 20 metrów.Takie parametry przedłużacza wystarczą, aby falownik mógł pracować z prądem do 150 A.
Należy pamiętać, że przy podłączaniu urządzenia do sieci przez przenoszenie, reszta nie powinna być zwinięta, ponieważ po włączeniu urządzenie zamieni się w cewkę indukcyjną. W rezultacie przewody ulegną przegrzaniu, a przedłużacz ulegnie awarii.

Podłączanie do generatora
W przypadku braku możliwości podłączenia urządzenia do sieci można podłączyć je do generatora zasilanego benzyną lub olejem napędowym. Elektrownie benzynowe są najczęściej stosowane. Ale nie wszystkie nadają się do podłączenia spawarek. Aby falownik działał efektywnie, generator musi mieć moc co najmniej 5 kilowatów i wytwarzać stabilne napięcie wyjściowe. Wahania napięcia mogą uszkodzić spawarkę.
Zastanów się również, z jaką średnicą elektrody będziesz pracować. Na przykład, jeśli elektroda ma średnicę 3 mm, wówczas wymagany będzie prąd roboczy około 120 A przy napięciu łuku 40 V. Jeśli obliczymy moc falownika spawalniczego (120 x 40 \u003d 4800), otrzymujemy wartość 4,8 kW. Ponieważ będzie to moc wejściowa, elektrownia zdolna dostarczyć tylko 5 kW będzie działać na granicy, co znacznie skróci jej żywotność. Dlatego generator musi być dobrany z pewnym marginesem mocy, około 20-30% wyższym niż ten pobierany przez falownik.

Podłączanie przewodów spawalniczych
Na płycie czołowej falownika znajdują się 2 zaciski, obok których znajdują się oznaczenia w postaci znaków „+” i „-”. Do tych zacisków podłącza się przewody spawalnicze, z których jeden ma na końcu metalowy klips (spinacz do bielizny), a drugi uchwyt elektrody.Do obu zacisków można podłączyć dowolny kabel, w zależności od metody spawania, która zostanie omówiona później. Po podłączeniu przewodów do maszyny jeden z nich, posiadający spinacz do bielizny, podłącza się do stołu spawalniczego lub do przedmiotu obrabianego.
W niektórych przypadkach standardowa długość kabla może nie być wystarczająca, na przykład podczas pracy na wysokości. W takich sytuacjach pojawia się pytanie: czy kabel spawalniczy można przedłużyć? Profesjonaliści nie radzą tego robić, zwłaszcza jeśli chodzi o urządzenie inwerterowe. Fakt ten można wytłumaczyć faktem, że każdy kabel ma określoną charakterystykę rezystancji. Dlatego „wyciek” napięcia i prądu na całej jego długości jest nieunikniony. Dlatego im dłuższy kabel, tym bardziej spada napięcie.
Jeśli spróbujesz zrekompensować utratę napięcia i prądu dodając wartościna panelu urządzenia, to ten środek najprawdopodobniej wyłączy elektronikę inwertera. Okazuje się, że łatwiej jest przybliżyć maszynę do miejsca pracy spawacza, niż wydać niemałą kwotę na naprawę urządzenia po przedłużeniu kabli.

Konfiguracja maszyny
Jakość prac spawalniczych zależy od prawidłowego ustawienia inwertera spawalniczego, zwłaszcza jeśli chodzi o właściwy dobór elektrod. Do rozważenia również:
- głębokość spoiny;
- położenie szwu w przestrzeni (pionowo lub poziomo);
- marka lub rodzaj spawanego metalu;
- grubość metalu itp.
Powinieneś wiedzieć, że odpowiednie elektrody są produkowane dla każdego rodzaju metalu. Z falownikami można stosować elektrody o średnicy do 5 mm. Ale dla każdej grubości oprzyrządowania konieczne jest dobranie odpowiedniej siły prądu spawania. Aby prawidłowo ustawić spawarkę, możesz skorzystać z poniższej tabeli.
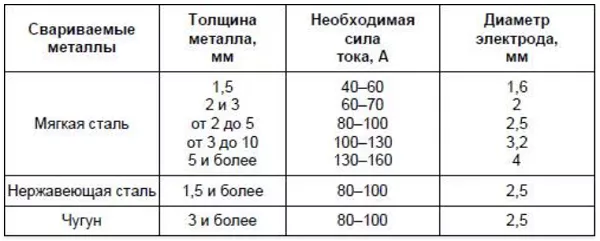
Na przykład, jeśli chcesz spawać inwerterem stal miękką o grubości 5 mm, powinieneś wybrać elektrodę 3 mm i ustawić prąd na maszynie na 100 A. Po próbnym spawaniu prąd można dostosowana, czyli zmniejszona lub zwiększona
Środki bezpieczeństwa w pracy
Ustanowione zasady bezpieczeństwa można powiedzieć „krwią” ofiar, dlatego ich lekceważenie jest surowo zabronione. Od ich przestrzegania zależy zdrowie i życie nie tylko operatora sprzętu spawalniczego, ale także otaczających go osób. Tak więc zasady bezpieczeństwa obejmują:
- Przed przystąpieniem do pracy należy sprawdzić stan izolacji na wszystkich przewodach i kablach podłączonych do urządzenia. Konieczne jest również sprawdzenie stanu sprzętu, a mianowicie upewnienie się, że napięcie obwodu otwartego wynosi zero. W takim przypadku system musi być sprawny, wyłączając napięcie na elektrodzie, gdy urządzenie jest bezczynne.
- Przed podłączeniem sprzętu sprawdź sieć elektryczną pod obciążeniem (zmierz zakres poboru).
- Aby chronić siatkówkę oka przed promieniowaniem ultrafioletowym powstającym podczas jarzenia się łuku spawalniczego, konieczne jest stosowanie maski ochronnej (tarczy) lub specjalnych okularów. Nie tak dawno temu w sprzedaży pojawiły się maski spawalnicze i gogle z okularami „kameleon”, które automatycznie ciemnieją, gdy uderza w nie jasne promieniowanie. Okulary lub maskę powinien nosić nie tylko spawacz, ale także jego pomocnik.

- Jeżeli prace spawalnicze wykonywane są w pomieszczeniach, to w celu ochrony układu oddechowego i zapobieżenia zatruciom szkodliwymi gazami stosuje się półmaski z wymiennymi wkładami lub maski, przez które tłoczy się oczyszczone powietrze.
- Do ochrony rąk przed odpryskami metalu służą specjalne rękawice - legginsy spawacza.

- Do ochrony ciała stosuje się kombinezony, kurtki i spodnie wykonane z tkaniny ognioodpornej.
- Aby chronić stopy, musisz nosić wysokie buty, aby zapobiec przedostawaniu się do nich metalowych iskier. Buty powinny być zakryte od góry spodniami.

- Miejsce pracy powinno być dobrze oświetlone.
- Pod stopami spawacza musi znajdować się gumowa mata lub drewniana podłoga, aby zapobiec porażeniu prądem.
- W pobliżu miejsca pracy nie powinny znajdować się żadne obce przedmioty, o które można się potknąć.
- Piasek i gaśnica powinny znajdować się w pobliżu miejsca pracy, aby szybko ugasić pożar.
- Uziemienie spawarki jest koniecznością.
Jeśli zasady bezpieczeństwa zostały już przestudiowane, możesz zacząć zapoznawać się ze spawaniem elektrycznym.
Wybór polaryzacji
Nie jest tajemnicą, że proces topienia metalu zachodzi z powodu wysokiej temperatury łuku elektrycznego, który powstaje pomiędzy spawanym materiałem a elektrodą. W tym przypadku kabel z uchwytem na elektrodę i kabel masowy (z klipsem) podłączamy do różnych zacisków urządzenia. Aby poprawnie podłączyć kable, musisz zrozumieć, kiedy są odwrócone.
Podczas spawania falownikiem lub inną spawarką stosuje się bezpośrednią i odwrotną polaryzację przewodów łączących z maszyną. Biegunowość bezpośrednią nazywa się zwykle połączeniem, gdy kabel z elektrodą jest podłączony do minusa, a spawany metal do plusa.
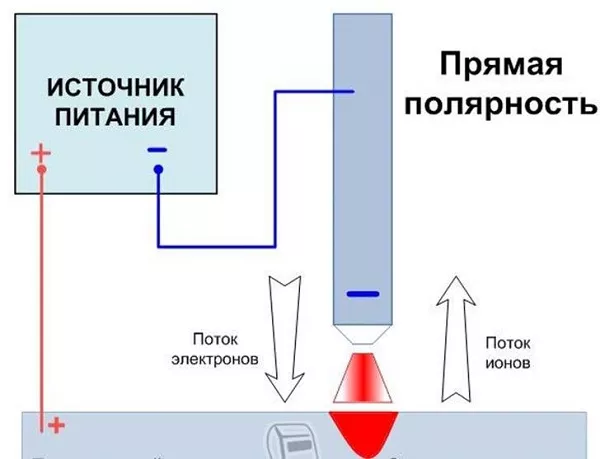
Ta metoda łączenia pozwala na dobre rozgrzanie metalu, co sprawia, że szew jest głęboki i wysokiej jakości. Metoda bezpośredniej polaryzacji jest stosowana podczas spawania grubych wyrobów metalowych.
Odwrotna polaryzacja oznacza podłączenie przewodu elektrody do plusa, a uziemienia do minusa.

Dzięki temu połączeniu metal mniej się nagrzewa, a szew staje się szerszy. Odwrotna polaryzacja jest zwykle stosowana podczas spawania cienkich wyrobów metalowych w celu wykluczenia przepalenia części.
Wybierz prąd spawania
Prąd spawania dobiera się w zależności od grubości spawanego metalu i średnicy spoiwa. Aby ułatwić obliczenia, możesz skorzystać z tabeli podanej powyżej w sekcji, która mówiła o konfiguracji urządzenia. Również przy doborze optymalnej siły prądu należy pamiętać o zasadzie: im wyższa siła prądu, tym głębszy uzyskuje się szew i tym szybciej można przesuwać elektrodę. Dlatego konieczne jest osiągnięcie idealnego stosunku prędkości ruchu dodatku do siły prądu, tak aby szew miał wymaganą wypukłość i głębokość wystarczającą do dobrego zgrzania krawędzi części.
Rada! Po podłączeniu do urządzenia nowych przewodów, nieprzekraczających zalecanej długości, należy dokonać pomiaru prądu spawania w celu ustalenia jego wartości i ewentualnej korekty.Co to jest jeziorko spawalnicze
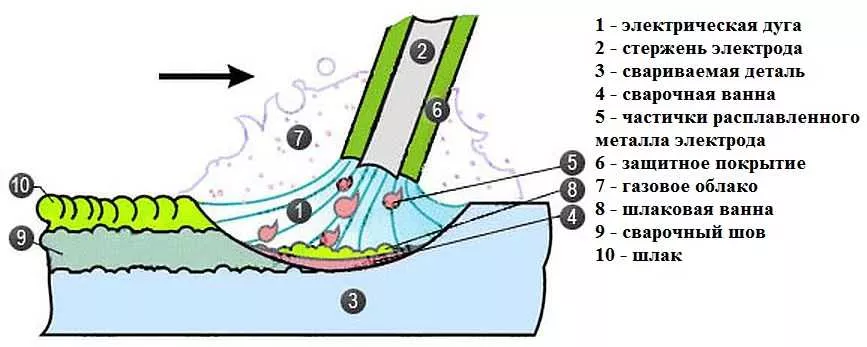
Spoina to połączenie, które powstaje, gdy metal jest podgrzewany do stanu stopionego. Proces spawania odbywa się za pomocą elektrody, która składa się z dwóch części.
- Rdzeń reprezentujący metalowy pręt.
- Specjalna powłoka zapobiegająca przedostawaniu się tlenu do jeziorka spawalniczego. Wszystkie elektrody wykonane są z metali o wysokiej przewodności elektrycznej. Jest to konieczne, aby prąd elektryczny był skierowany dokładnie w miejsce spoiny.
Chociaż proces spawania elektrycznego jest dość złożony, ogólnie można go przedstawić w następujący sposób.
- Elektroda styka się z spawaną powierzchnią;
- Pod wpływem wysokich temperatur powłoka pręta zaczyna się topić.
- Procesowi temu towarzyszy wydzielanie się gazu, który ogranicza dostęp tlenu do miejsca spawania;
- Roztopiona powłoka pozostaje na powierzchni spoiny i zabezpiecza ją przed wnikaniem tlenu po zakończeniu pracy. Taka stopiona warstwa nazywana jest żużlem.
Spawanie metali samo w sobie jest procesem bardzo złożonym. Podczas wykonywania konieczne jest poznanie wielu subtelności. Jakość szwu zależy od wielu czynników. Jedna z nich - obie części przeznaczone do spawania muszą być równomiernie nagrzane do tej samej temperatury. Osadzanie metalu powinno odbywać się tak, aby ścieg topił się równomiernie w różnych kierunkach. Ponadto należy wziąć pod uwagę fakt, że elektroda topi się podczas spawania, a łuk stale przesuwa się w kierunku szwu. Dlatego musisz stale przybliżać go do szczegółów. Realizacja szerokiego szwu ma również swoje specyficzne cechy. Aby to zrobić, musisz nauczyć się spawać po okręgach lub zygzakach.
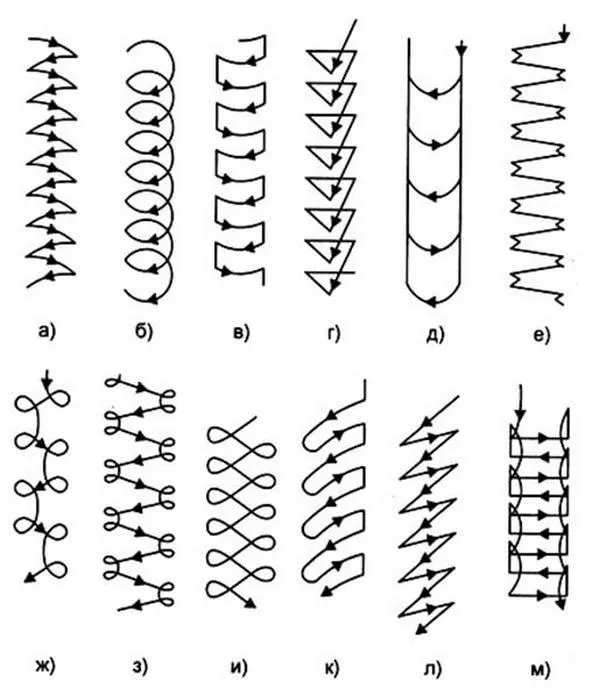
Opcje przesuwania elektrody podczas spawania
Proces spawania inwertorowego
Przed rozpoczęciem spawania należy przygotować części. Muszą być dokładnie oczyszczone z farby, brudu i rdzy. Następnie plamy tłuszczu lub farby należy usunąć z krawędzi rozpuszczalnikiem.
Przed rozpoczęciem spawania należy wyregulować natężenie prądu. Możesz spróbować spoiny próbnej. Jeśli walec okaże się rozmazany, należy zwiększyć siłę prądu. Kiedy walec staje się tak duży, że poruszanie uchwytem elektrycznym staje się trudne, prąd spada.
Jeżeli do spawania używane są stare elektrody, należy je wysuszyć przed przystąpieniem do pracy. Powinny być przechowywane przez kilka godzin w temperaturze około 2000 stopni. Możesz do tego użyć specjalnych pieców.
Możesz rozpocząć łuk w następujący sposób:
- za pomocą metody podobnej do zapałek świetlnych;
- dotknij kilka razy końcówką elektrody spawanego metalu.

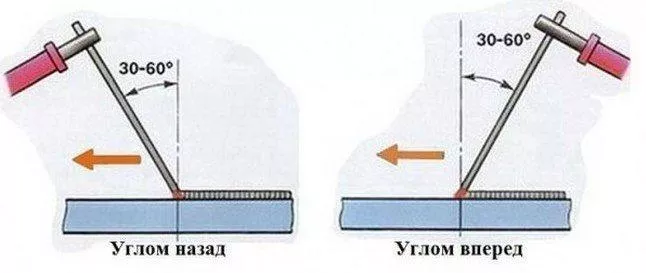
Dla tych, którzy dopiero zaczynają gotować, możesz najpierw narysować linię na metalu, a następnie narysować wzdłuż niej szew. Po prostu spraw, by było to widoczne. Następnie możesz zapalić łuk i doprowadzić elektrodę do początku zamierzonego szwu. Tutaj metal zaczyna się topić i pokrywać żużlem. Tak wygląda jeziorko spawalnicze, które należy przesuwać wzdłuż oznaczeń szwu. Należy to zrobić pod pewnym kątem. Istnieją dwie różnice w prowadzeniu szwu pod kątem: do przodu lub do tyłu. Pierwsza metoda jest idealna do cienkich metali, ponieważ umożliwia spawanie najniższym ciepłem. W przypadku grubych metali stosowana jest druga metoda.
Co to jest przerwa łukowa
Odstęp łuku jest również znany jako długość łuku. Jest to nazwa szczeliny, którą uzyskuje się między spawanym materiałem a elektrodą. Doświadczeni spawacze twierdzą, że aby uzyskać wysokiej jakości szew, konieczne jest ciągłe utrzymywanie tej szczeliny na stałym poziomie. Istnieją trzy rodzaje łuków.
- Krótki łuk. Szczelina łukowa 1 mm, w której metal jest podgrzewany na małej powierzchni. Z tego powodu spoina staje się wypukła. Z tego powodu na styku szwu i produktu może powstać defekt zwany podcięciem. Jest to płytki rowek biegnący wzdłuż samego szwu. Podcięcie ma negatywny wpływ na jakość i wytrzymałość szwu.
- Długi łuk. Jest bardzo niestabilny i słabo chroniony przed działaniem powietrza. Długi łuk nie nagrzewa wystarczająco dobrze metalu, co powoduje, że szew nie jest zbyt głęboki.
- Normalny łuk. Jeśli podczas spawania zapewniona zostanie normalna szczelina, uzyskuje się dobrze spawany szew wysokiej jakości. Szczelina 2-3 mm jest uważana za normalną szczelinę łukową.

Spawanie cienkiego metalu
W domu prywatnym lub wiejskim cienkie elementy są zwykle spawane. Musisz wykonać tę pracę ostrożnie, ponieważ przy niewystarczającym doświadczeniu możesz łatwo przepalić metal. Dlatego lepiej jest ćwiczyć na produktach o większej grubości przed odpowiedzialnym spawaniem. Następnie możesz spróbować ugotować cienki metal. W takim przypadku powinieneś kierować się poniższymi wskazówkami.
- Podczas spawania produktów konieczne jest ustawienie minimalnego zalecanego prądu.
- Musisz gotować pod kątem do przodu.
- Musisz popracować nad odwrotną polaryzacją.
- Aby zmniejszyć deformację części podczas podgrzewania, zaleca się mocowanie ich za pomocą imadła lub zacisków.
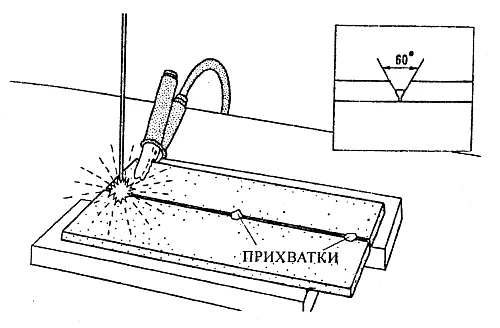
- Jeżeli łączone są elementy dłuższe niż 50mm to najpierw należy wykonać pinezki.
Co powinni wiedzieć początkujący spawacze
Jeśli praktycznie nie masz doświadczenia w spawaniu, ale musisz wykonać pracę, to musisz zapamiętać następujące niuanse.
- Szew okaże się wysokiej jakości, dobrze spawany, a przypalenia na metalu nie pojawią się, jeśli będziesz go stale monitorować. Dlatego zaleca się takie ułożenie spawanych części, aby wygodnie było obserwować postęp spawania.
- Najprostszą opcją jest spawanie w dolnym położeniu. Dla początkujących spawaczy lepiej jest zacząć od tego. Następnie możesz przejść do połączeń pierścieniowych, a po nich do pionowych. Te ostatnie są najtrudniejsze do wykonania.
- Dla wygody lepiej jest wykonywać fugi na zakładkę. Jeśli spawasz doczołowo, możesz przypadkowo przyspawać do stołu, na którym leżą elementy.
- Jeżeli podczas pracy pojawią się wady, należy je usunąć. W tym celu problematyczny obszar jest dodatkowo gotowany lub najpierw wybierany za pomocą szlifierki, a następnie ponownie spawany.
- Jeśli musisz spawać grube elementy, to dla pełnego przetopu na krawędziach konieczne jest wykonanie sfazowań. Szczelina między krawędziami zależy od grubości elementów, ale nie powinna być mniejsza niż 0,5 mm.